
Dobrý zobecňující materiál může ušetřit začínajícímu svářeči spoustu času a pomoci bez zvláštních kurzů. Není těžké se naučit, jak správně vařit svařováním, bude to vyžadovat znalost teorie a určité množství praxe.
Bez znalosti teorie není možné zvládnout svařování, protože:
- Vysoce kvalitní šev nebude fungovat.
- Mohli byste být zraněni nebo zraněni jinými lidmi.
- Můžete vypnout zařízení.
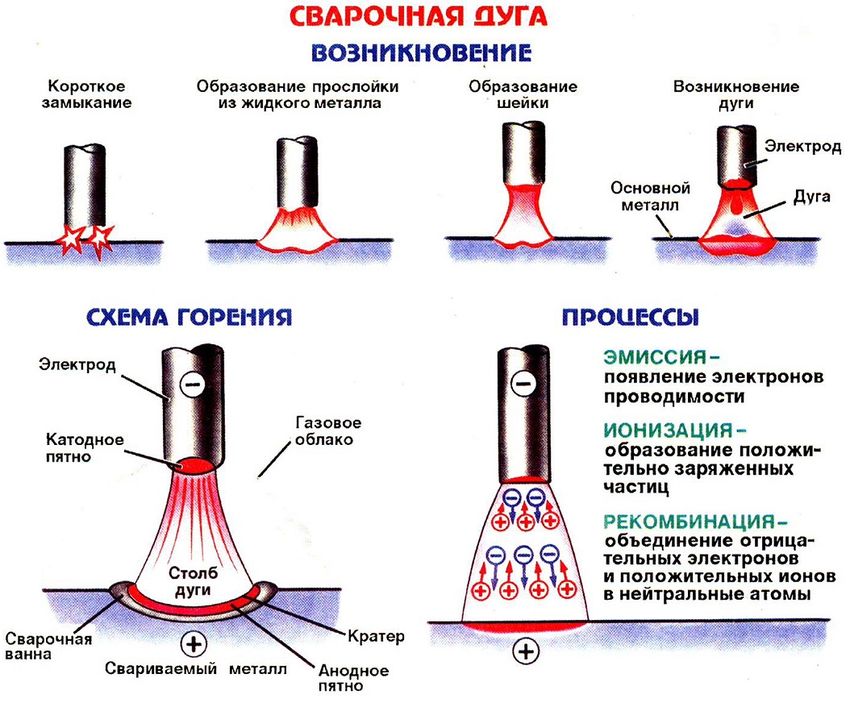
Elektrické svařování - spojení kovových částí fúzí s elektrickým obloukem. Elektrický proud procházející mezerou mezi elektrodou a kovem způsobuje obrovskou teplotu, roztavuje hrany, přenáší kov z elektrody do švu. Ukázalo se, že dva kovové povrchy jsou spojeny do jednoho kusu.
Bezpečnostní opatření
Elektrické svařování je oblíbené. Malé zařízení je schopné hermeticky spojovat části v libovolných prostorových polohách, svařování je rychlé a kontrolovatelné. Při práci nezapomeňte na zdravotní rizika:
- Poranění očí. Svařovací oblouk emituje světelnou energii, která může spálit rohovku oka, otisk na sítnici. Pocit písku pod víčky, je těžké mrknout, otok - tyto příznaky zmizí na dlouhou dobu. Maska se speciálním sklem pomůže chránit vaše oči: před zapálením oblouku varujte ostatní výkřikem: „Oči!“
- Úraz elektrickým proudem. Elektrický oblouk - průchod elektrického proudu mezerou mezi elektrodou a kovem. Čím větší je proud, tím jasnější je oblouk. Pokud ale tento proud prochází lidským tělem, zemře. Abyste se vyhnuli úrazu elektrickým proudem, musíte:
- Zajistěte integritu pláště kabelu, izolaci držáku.
- Používejte vysoce kvalitní izolované držáky, nedržte holá ramena holými rukama.
- Při stálé práci používejte speciální obuv s gumovou podrážkou.
- Pálení kůže. Ultrafialový oblouk a létající struska ve všech směrech poškozují kůži. Abyste předešli problémům, používejte ochranné rukavice - kamaše. Oblékání se vyplatí pouze v bavlně nebo speciálně nasáklém oděvu - svářeči, džíny. K ochraně rukou se používají bavlněné rukavice nebo svařovací kamaše. Při svařování holá kůže by neměla být.
- Otrava plynem. Veškeré práce musí být prováděny na větraném místě, pod digestoří nebo na čerstvém vzduchu. Užitečné bude použití filtračních masek nebo respirátorů.
Druhy elektrického svařování
Existuje několik hlavních oblastí:
- MMA Svařování elektrod v ochranném povlaku. Univerzální technologie, která vám umožní získat vynikající šev v jakékoli prostorové poloze. Používají se jednoduchá zařízení pro převod střídavého proudu na stejnosměrný proud, typ transformátoru nebo invertoru. Síla proudu závisí na tloušťce legovaného kovu a použité elektrody v rozmezí od 30 do 200 ampér. Elektroda je kovová tyč potažená povlakem. Během svařování se povlak roztaví a chrání taveninu před vzduchem.
- MIG. Svařování ochranným plynem. Jako elektroda se používá drát dodávaný do svařovací lázně konstantní rychlostí. Oxid uhličitý nebo směs plynů se přivádí do svařované zóny hadicí. Vytlačují kyslík a chrání svar. Výhodou tohoto typu svařování je absence strusky, vysoká kvalita švu, schopnost svařovat tenký kov.
- TIG. Svařování neželezných kovů v médiu s ochranným plynem pomocí nespotřebitelné elektrody. Široce se používá pro spojování neželezných kovů a slitin.
V automobilovém průmyslu nebo stavbě lodí se používá několik typů různých technologií. Vyžadují zvláštní kvalifikaci svářeče. Dovednosti tavení nebo ručního podávání drátu do svarového bazénu jsou specifické a přístupné pro svářeče nejvyššího stupně.
Svařovací technologie
Svařovací práce - spojování kovových částí s roztavenými hranami a přidání přídavného kovu. Výsledkem je vytvoření svaru, okraje jsou pevně spojeny.
Příznaky kvalitního švu:
- Provar. Svařovaný kov musí proniknout celou tloušťkou. Během svařování se okraje rovnoměrně roztaví, pokud se roztaví jedna strana, válec se ukáže jako nerovný.
- Homogenita. Spoj by měl sestávat z pevného kovu, aniž by obsahoval strusku nebo skořápky. Přeskakování a plovoucí není povoleno.
- Trvanlivost. Po ochlazení švu se mohou tvořit mikrotrhliny.
- Nedostatek podříznutí. Příliš silný oblouk „prořízne“ okraje částí a oslabí je.
- Konvexní jednotný tvar. Manželství je považováno buď za příliš tlustý váleček nebo za vydutý. To ukazuje na nesprávně zvolenou proudovou sílu.
Šev by měl být jednotný, bez zbytečných „stupnic“, přílivů, ohybů. Šířka švu je určena z tloušťky svařovaných dílů. Příliš úzký bude křehký, široký - produkt oslabí.
Před připojením potřebných dílů:
- Určete typ připojení - tupý, klínovitý, rohový, T-klouby.
- Určete prostorovou polohu - vertikální, horizontální, stropní.
- Odhadněte tloušťku svařovaných dílů.
- Vyberte elektrodu. Tloušťka závisí na hloubce švu.
- Určete aktuální sílu. Balíčky poskytují přibližné doporučené tabulky, ale měli byste se zaměřit na osobní pocity. Je lepší zvolit maximální proudovou sílu, ale nespalovat kov. Aktuální síla na stropních spojích je nižší než na horizontálních.
- Připravujeme detaily - zkosíme na tlusté, nastavíme mezeru pomocí cvočků. Díly čistíme od rzi a barvy.
Naučit se vařit s elektrickým svařováním
Po přípravě dílů pro svařování, nastavení přibližně proudu a nasazení ochranného oděvu, můžete se připravit na svařování přímo.
Připojíme zařízení.
- Připojujeme dráty ke svařovacímu stroji. Obvykle používají „zpětné“ připojení - mínus (hmotnost) spojuje svařovanou plochu a navíc - k držáku. Přímé připojení se používá na doporučení výrobců elektrod.
- Kontrola přilnavosti. Může být vyrobena doma nebo v továrně. Hlavními požadavky jsou pevnost upevnění elektrody, schopnost rychle vyměnit, absence částí pod napětím, tepelná izolace držadla. Špatný kontakt mezi držákem a kabelem způsobuje zvýšený odpor a zahřívání, pálení izolace.
- Spojujeme masu. Nejjednodušší způsob je přivaření k kovu, ale je lepší použít upínací kleště nebo magnetickou hmotu.
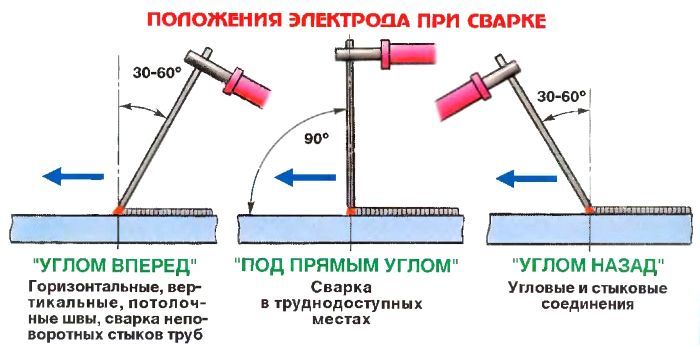
- V závislosti na prostorové poloze je důležité zvolit úhel elektrody k držáku. Obvykle by elektroda měla být nasměrována v úhlu 45 stupňů ke svařované části. Hloubka průniku a výška svarové housenky závisí na sklonu elektrody.
Vyberte elektrody
Existuje technologie nezávislé výroby: drát je ponořen do tekutého skla a droben v písku s přídavkem přísad - borax, soda, soli. V současné době jsou v prodeji různé typy elektrod.
Elektrody jsou rozděleny:
- Se základním nátěrem. Jsou silně spálené, ale dávají malou strusku. Snadno se ovládají, kvalita švu je vysoká. Vyžadují dobrý svářečský výcvik.
- Rutilní nebo kyselinově potažené. Dávají více strusky, vyžadují dovednosti. Snadno zapálitelný, lépe chráněný šev. Výhodou tohoto povlaku je menší tvorba plynu během svařování, což je dobré pro zdraví. Při studiu je lepší použít tento konkrétní typ.
Průměr se volí na základě tloušťky svařovaných dílů. Čím silnější je šev, tím vyšší je proudová síla, čím silnější je elektroda. Pro svařování kovů je optimální použít například elektrodu o průměru 3 milimetry o tloušťce 2 - 4 mm.

Zapálit oblouk
Začátečníci čelí obtížím na začátku. Existuje několik způsobů, jak správně zapálit oblouk:
- Stávkující. Jednoduchým způsobem se pohyb podobá osvětlení zápasu. Klenutý oblouk je přidržen a přenesen na začátek svaru. Mínus metody je přítok a stříkání kovu mimo oblouk.
- Blow. Na špičce elektrody je vytvořen film strusky, oblouk se nemůže vznítit. Chcete-li strhnout strusku, musíte klepat na povrch několikrát snadno. Oblouková jiskra oblouku je držena a přenesena na začátek švu. Při této metodě se elektroda často „lepí“ - je svařována. Odtržení je zbytečné, musíte jej „vylomit“ kymácejícími se pohyby.
Svítící oblouk tvoří svarový bazén. Na začátku svařování udělejte malý kruhový pohyb - zamíchejte koupel.
Aby nedocházelo k žádnému vznícení oblouku na straně, používáme následující životní hacky:
- Udeříme do švu, zapálíme oblouk a převedeme ho na začátek švu. Pohyby nepřesahují šev a svařované stopy zapálení oblouku.
- Používáme startovací desku. Můžete zapálit elektrodu a začít svařovat na kusu kovu zakotveném na začátku švu. Poté, co se startovní deska odlomí nebo je odříznuta.

Vyberte si aktuální sílu
Chcete-li získat řízený svarový bazén, musíte správně určit aktuální sílu. Záleží na:
- Poměr průměru elektrody k tloušťce svařovaného kovu.
- Prostorová poloha.
- Svařovací rychlosti.
Před zahájením práce se uvařovací šev uvaří. Správně zvolená proudová síla je určena povahou lázně.
| Nízký proud | Vysoká intenzita proudu |
|---|---|
| Pokud není oblouk podepřen, zhasne, koupel se ukáže úzká | Kapalina, nekontrolovaná vana, unikající kov, postříkání kolem švu, spálení |
Zkušení svářeči nastavují maximální hodnoty - to pomáhá rychleji vařit.
Vodorovné spoje jsou svařovány při vysoké intenzitě proudu, u vertikálních spojů klesá intenzita proudu o 10 - 15%, stropní spáry vyžadují snížení o 20 - 30% vzhledem k horizontále.
Držte elektrodu správně
Délka oblouku, trajektorie pohybu, rychlost svařování a úhel elektrody mají velký vliv na kvalitu švu.
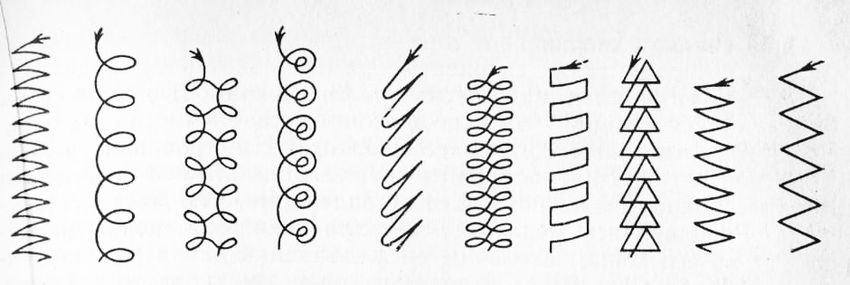
Pohyby elektrod
- Vratný pohyb podél švu. Dejte úzký šev s dobrým zahřátím. Lze jej použít při spojování tenkých částí s malou mezerou.
- Příčné vibrační. Každý svářeč má své vlastní „firemní“ preference a návyky - někdo vede půlměsíc, někdo „osm“, oscilaci ve tvaru písmene „Z“. Používá se, pokud potřebujete získat široký šev, s velkou mezerou nebo svařováním zkosení. Pravidlo je - čím silnější je část, tím déle trvá, než se na okrajích vydrží, aby se dobře zahřál.
Délka oblouku
Častou chybou začínajících svářečů není pozorování délky oblouku. „Krátký“ oblouk nezahřívá kov, šev může být porézní a nerovný. "Dlouhý oblouk" přehřívá kov, ale stříká kov na povrch. Spoj nebude fungovat, bude kroucení, nekontrolovatelné, s impregnací strusky a stříkáním kolem švu. Je optimální udržovat délku oblouku 2 - 3 mm.
Svařovací rychlost
Pokud vaříte příliš pomalu, hrozí nebezpečí přehřátí kovu a spálení. Šev bude půlkruhový, konvexní.
Rychlý pohyb elektrody povede k nedostatečné penetraci, přerušovanému švu. Šev bude úzký, se vměstky strusky a granátů.
Poloha elektrody
Klasickým doporučením pro začínající svářeče je držet elektrodu po celém švu ve stejném úhlu.
Pokud bude držen kolmo, dojde k nadměrnému zahřátí součásti, což může vést k vyhoření.
Malý úhel sklonu povede ke vzniku skořápek, zatímco ovládání švu je obtížnější.
Nejlépe se udržuje v úhlu 45 stupňů.
Elektroda by neměla „tlačit“ šev, ale „táhnout“. Tím je zajištěno optimální zahřívání, rovnoměrnost švu, ovladatelnost svarového bazénu.
Vařte správně
Svařování kovů má mnoho funkcí a obtíží. Hlavní věcí při udržování švu není spálení kovu při roztavení okrajů.
Tenký kov, kořen švu částí s mezerou může být svařen metodou „oddělení“. Oblouk se zapálí, vytvoří se svařovací bazén. Elektroda prudce stoupá, oblouk zhasne, lázeň se začne ochladit a oblouk na konci se znovu zapálí.
Svařování tlustého kovu, svařování těla švu se provádí bez oddělení. Oblouk je zapálen, svarová lázeň je postupně vedena podél švu. Pokud je to nutné, provádí se oscilační pohyby.
Pokud elektroda skončila, vyčistíme strusku. Na konci koupele se vytvoří dutina - kráter. Do kráteru předchozího se vloží nový oblouk a pokračuje svařování.

Vadný šev
Po svařování musí být šev očištěn od strusky. Pokud je svařování provedeno dobře, struska je snadno oddělena jedním tahem. Špatný šev se čistí po dlouhou dobu, struska dobře přilne k pórům.
Na jaké vady byste měli věnovat pozornost:
- Hranová fúze. Obě hrany by měly být rovnoměrně spojeny.
- Drážky. Hrany částí se taví při vysoké intenzitě proudu, což vede k prohlubním. To oslabuje kov.
- Mušle a inkluze strusky.
- Výška a šířka válce.
- Měřítko válce.
Závěr
Abyste se naučili, jak dobře svařovat kov, musíte znát teorii a hodně procvičovat. Je dobré, pokud existuje osoba, která je schopna upozornit začínajícího svářeče na nedostatky a způsoby, jak je odstranit. To vytvoří správné návyky svářeče a švy budou vždy hladké, vysoce kvalitní. Důležitým faktorem je přístup svářeče k jeho práci, touha získat lepší šev, touha obdivovat „malé slunce“ na špičce elektrody.