
Chcete-li vyrobit kovovou pánev na vlastní ruce, můžete použít hotové druhy výrobků. Může to být plynový válec nebo kovová hlaveň. V přítomnosti svařovacího stroje se vyrábějí různé konstrukce. Kovové grily mají pevnost a trvanlivost, přepravují se kdekoli na území. Vlastní výroba je mnohem levnější než zakoupený produkt.
Druhy kovového grilu

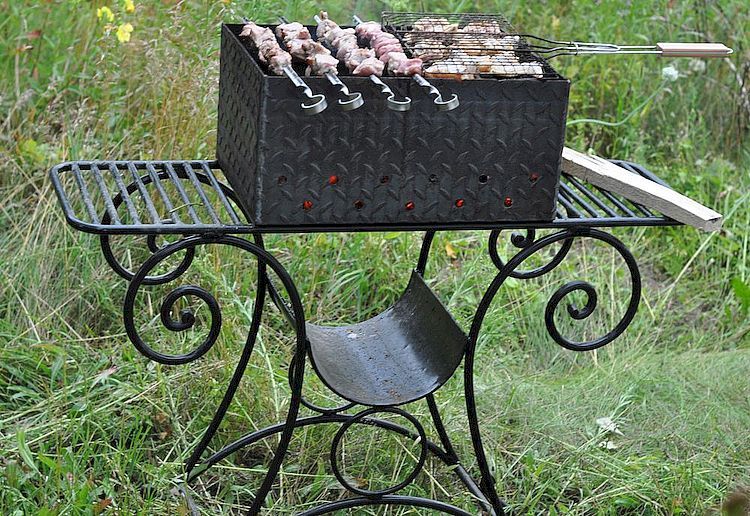
Konstrukce kovového grilu má obdélníkové tělo. Uvnitř jsou umístěny uhlí, které zajišťuje potřebné teplo. Na straně jsou otvory pro špejle.
Typy struktur jsou uvedeny v tabulce.
| Název | Popis | Obrázek |
| Stacionární | Konstrukce má masivní rozměry. Namontováno na pevném podkladu. Vypadá krásně navenek. Slouží po dlouhou dobu a má mnoho odrůd |  |
| Přenosný | Jedná se o malé, kompaktní výrobky. Lze je snadno složit a přemístit na jiné místo, umístit do automobilu a přepravit. Vyrobeno z tenkého plechu |  |
| Skládací | Konstrukce je rychle rozebrána a získá kompaktní vzhled |  |
| Mobilní | Jsou vyráběny velké velikosti. Přesunout se na nové místo vybavené koly. |  |
Výhody a nevýhody
Mezi výhody kovových grilování patří:
- jednoduchost designu;
- nízké náklady na produkt;
- možnost improvizace při výrobě;
- doba provozu;
- v případě potřeby je možné produkt převést na jakékoli místo.
Kromě výhod existují i nevýhody:
- Nenatřené kovové rzi. Pokud je zvolená ocel nesprávné kvality, stěny se během extrémního tepla deformují.
- Kvalita hotového jídla je nižší než uvařené maso na cihlové konstrukci.
- Při provádění do-it-yourself dovedností je nutné pracovat se svařovacím strojem.
- Pokud je jako materiál použit plynový válec, je produkt těžký a objemný.
Žáruvzdorná ocel
Při výběru žáruvzdorné oceli pro výrobu grilu je nutné, aby vydržely vysoké teploty. Oceli třídy 09g2s, 15khsnd (nl-2) splňují tyto požadavky.
Kromě toho mají výhody:
- rez velmi pomalu;
- materiál je k dispozici v tloušťkách od 2 do 6 mm;
- dobře vařit.
09GS2
Tato konstrukční ocel se používá, když se plánuje výroba páječky s nízkou hmotností, aby se mohla přemístit na jiné místo. Důvodem je skutečnost, že desky jsou vyráběny v tloušťce 2 mm.
Kompozice kromě uhlíku zahrnuje mangan, molybden a křemík.
15 khsnd (nl-2)
Tato ocel je odolná proti přehřátí. Z toho jsou vytvořeny nadměrné struktury. Tloušťka vyrobeného plechu dosahuje 6 mm. Ocel obsahuje prvky: uhlík, chrom, nikl, křemík a měď.
Kov se během svařování nedeformuje a je vhodný při řezání.
Rozměry produktu
Výška páječky, ve které jsou uhlí umístěny, je konstantní hodnotou. Odpovídá 13 - 15 cm. Pokud se tento parametr změní na menší stranu, maso bude umístěno v blízkosti uhlí a může hořet. S rostoucí výškou se doba vaření zvýší.
Zbývající velikosti se berou takto:
- Šířka Tento parametr přímo závisí na jehle a je odebrán o 10 mm méně než je jeho délka. Velikost rukojeti se nebere v úvahu.
- Délka závisí na počtu špejlí. Rozteč mezi nimi je zvolena 10 - 60 mm. V některých grilovacích špízech se vytvoří trojúhelníkové nebo kulaté vybrání.
- Velikost nohou. Tato hodnota závisí na individuální touze majitele. V některých případech je výška 80 cm, v jiných 30. Pokud je produkt v klidu, je vyroben z dlouhých nohou. Přenosný design vyrobený s krátkým.
- Metal Pokud je pánev na jednom místě, je tloušťka kovu odebrána 3 mm. Pro přepravovanou prefabrikovanou konstrukci se používá list 2 mm. Kombinace je povolena, když je na dno položena tloušťka 3 mm a na boční stěny 2. V některých případech je dno vyrobeno ze 2 desek pro menší vyhoření.
Stacionární
Tyto druhy grilování jsou vyráběny 3 způsoby:
- s malým počtem svarů;
- se spoustou svařování;
- na rámu z rohů.
S několika švy
Tato možnost se používá, když je k dispozici velký plech.

Postup je uveden níže:
- Značení zametání se provádí na kovu. Potom se pomocí brusky vyříznou rohy kovu.
- Obrobek je ohnutý, spoje jsou svařeny dohromady. Těsnost není nutná, protože otvory vytvářejí další větrání.
- V případě tenkého kovu je dno podél obvodu vyztuženo rohy.
- Nohy jsou svařeny. Jako materiál se používá trubka nebo roh. Pro větší stabilitu je k základně nohou přivařena čtvercová deska.
- Brazier je připraven
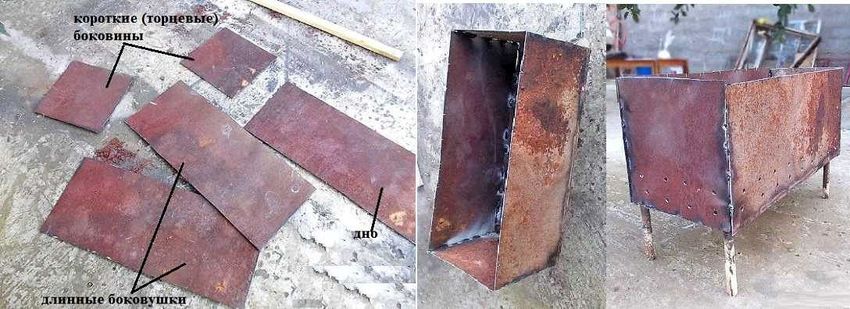
Se spoustou svařování
Tato metoda se používá, když existují malé kousky kovu. Není možné na něj umístit celý sken, ale můžete označit jednotlivé stěny. Broušení broušených polotovarů a jejich svařování.
Nohy jsou svařovány obvyklým způsobem, nejsou zde žádné funkce.
Na rámu z rohů
Principem je prefabrikace rámu z rohů. Dává struktuře tuhost. Kov k němu přivařený se neohýbá, ale leží přesně na rámu.
Po stěnách jsou dno a nohy svařeny. Produkt je odolnější a spolehlivější.

Skládací konstrukce
Skládací design je vhodný v tom, že se vejde do auta. S nimi můžete jít na přírodu. Je lepší je vyrobit sami, protože nakupovaný kov používá tenký kov, který netrvá dlouho.
Takové grily jsou:
- skládání;
- národní týmy.
Skládací

Skládací grilovací zařízení jsou vyráběna v různých provedeních:
- Ve formě kufru. Nahoře jsou držadla.
- Všechny konstrukční prvky jsou složeny pomocí kování.
- Přeložený produkt se umístí do prošitého pouzdra.
- Nohy jsou složené a zbývající prvky jsou naskládány samostatně. Řezy se provádějí na bočních stěnách. Díky tomu je jejich kompaktní doplnění.
Národní týmy

Tato odrůda se vyznačuje tím, že díly nejsou spojeny dohromady. Jejich montáž se provádí místně pomocí hardwaru nebo spojů ve formě výřezů a drážek.
Odrůdy grilování:
- Pro primární montáž se musíte vyzbrojit bruskou nebo kovovou pilou. Při vlastní produkci se nejprve vytvoří kartonové rozvržení. Pokud je jeho sestava úspěšná, lze ji převést na kov.
- V produktu jsou vyčnívající jazyky. V bočních stěnách jsou pro ně vytvořeny drážky. Každá ze stran je ohnuta dole o 4 mm. Během montáže se vytvoří límec. Na ni je položeno dno, které není nic upevněno. Konstrukce je vratká
- Brazier má kované nohy. Boční stěny jsou připevněny speciálními konzolami.
- Nejjednodušší pánev. Vyrábí se ohýbáním rohů. Při velké tloušťce kovu jsou nohy přišroubovány k příčce.
Malování
Malování je poslední operace. Je to nutné z těchto důvodů:
- Produkt získává prvek úplnosti.
- Kov dostává ochranu před vlivem vnějšího prostředí.
- Po potažení se povrch stává hladkým. Po použití grilu je snazší otřít.
Při výběru barev se upřednostňují typy odolné vůči teplu a teplu:
- CERTA (Tserta). Jedná se o tepelně odolný nátěr, který vydrží teploty až 900 stupňů.
- Rust-oleum. Smalt odolný vůči teplu. Má barvy: bílá, šedá, černá a matná. Nejzachovalejší teplota je 1093 stupňů.
- KO-8101. Tato barva odolná vůči teplu může zahřát až 650 stupňů. K dispozici je 12 barev.
- KO-8111. Může se zahřát až na 600 stupňů.
Výkresy hlavních typů struktur
Než začnete dělat pánev, musíte vyvinout výkresy. V tabulce jsou uvedeny návrhy některých návrhů.
| Popis | Kresba |
| Kovový gril na vysokých nohou | 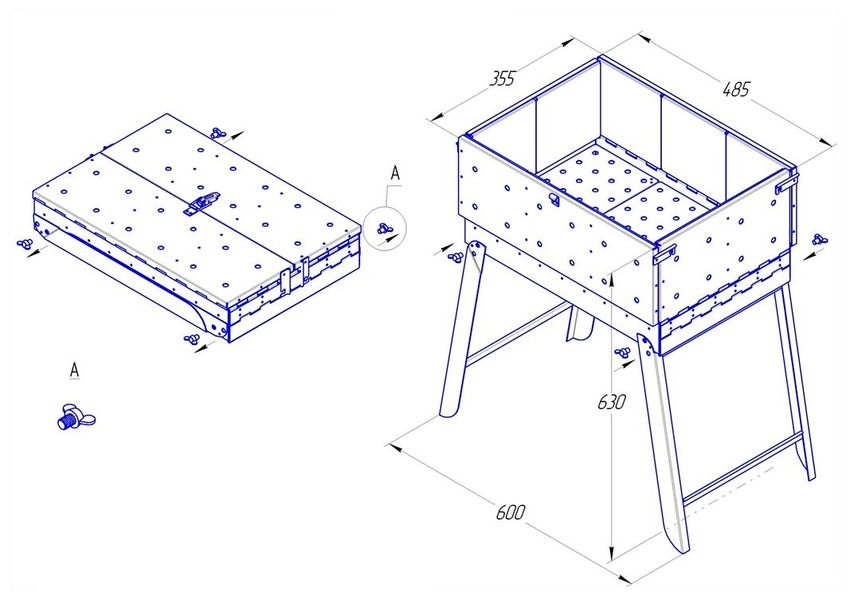 |
| Produkt skládací ve formě kufru | 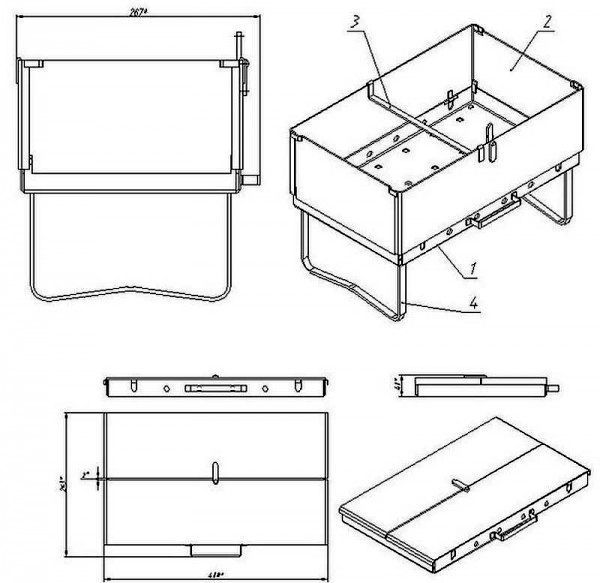 |
| Brazier, který je plně rozebrán na komponenty | 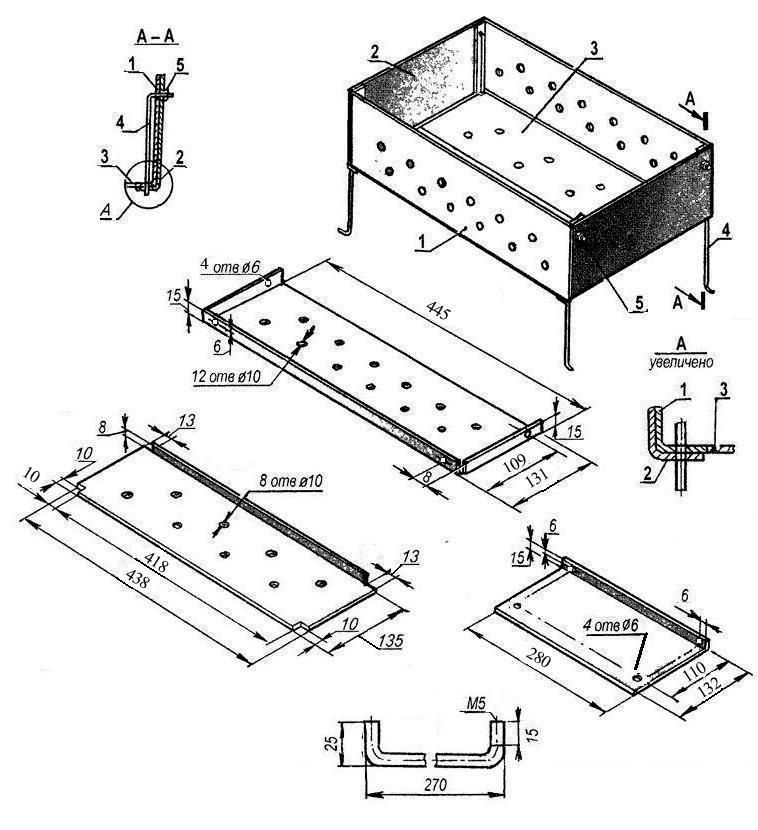 |
Výroba plynové láhve
Připravuje se plynová láhev, jejíž délka je 960 mm, s uzavřeným objemem 50 litrů. Kromě toho se nakupují nýty, trubky, rohy, pásy.
Před zahájením práce jsou připraveny potřebné nástroje: svařovací stroj, bruska, křída, pravítko.
Odhadované množství špízů je 9 kusů. Stejně tak by mělo být stejné množství v krytu otvorů. Jejich rozměry jsou 5x11 mm.
Připravuje se návrh budoucího páječky.
Výška nohou je 800 mm.
Nejprve musíte připravit nádobu a teprve poté ji rozřezat:
- Uvolněte z něj plyn. Otevřete ventil, válec je položen na bok.
- Zlomek jeřábu je odšroubován. Uvolňují se poslední zbytky plynu.
- Hadicí je nádrž zcela čerpána vodou.
Postupné pokyny pro výrobu páječky:
- K vytvoření víčka je část těla vyříznuta z válce.
- Víčko je namontováno na láhvi. K tomu jsou vyvrtány otvory v obou částech a smyčky jsou umístěny na nýty.
- Na víku je namontována dřevěná rukojeť.
- Vznikne brazilský stojan. K tomu se používá profesionální dýmka, která je nakrájena na kousky, roh a pruhy, které opakují půlkruh grilu.
- Ve spodní části konstrukce jsou vyvrtány otvory pro větrání.
- Otvory pro špejle se vyrábějí na obou stranách těla.
- Pro přepravu grilu jsou rukojeti svařeny ze 2 stran.
- Produkt je připraven. Pro větší pohodlí je v přední části dřevěný stůl. Pokud existuje přání, konstrukce se snadno přizpůsobí kouřárně.
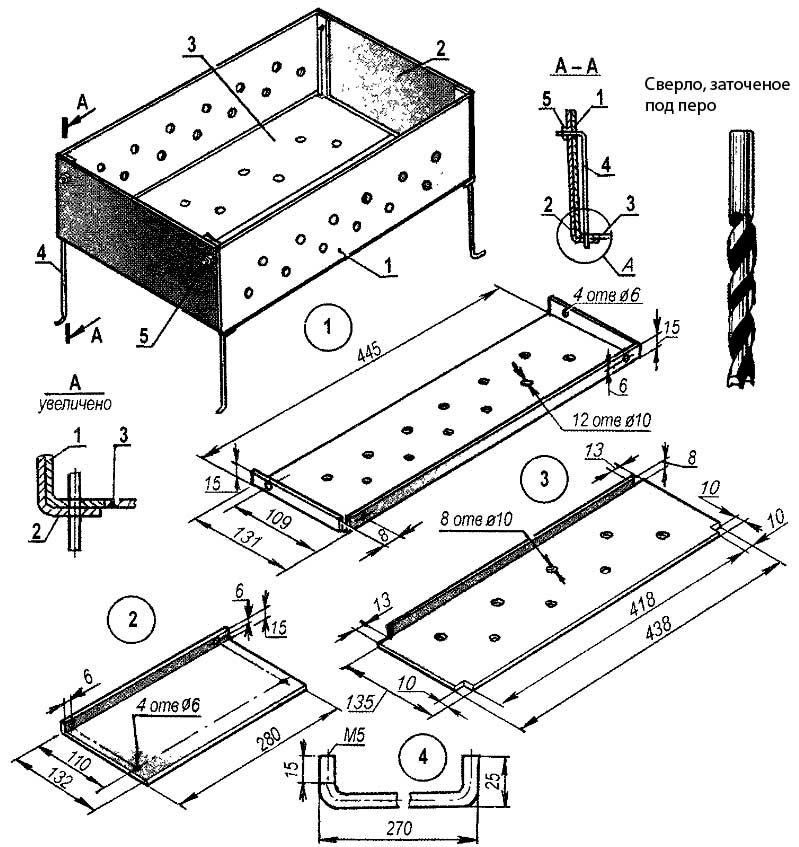
Výroba oceli odolná vůči teplu
Vyrábí se pánev o rozměrech 300 x 600 mm. Výška nohou je 800 mm.
Výrobní zakázka:
- V první fázi se řezání kovů provádí podle označení.
- Po oříznutí se odstraní všechny ostré otřepy.
- Používají se konstrukční prvky, v některých bodech se provádí svařování.
- Značení je provedeno po stranách a vyvrtány větrací otvory. Jejich průměr je 5, 8 a 12 mm.
- V horní části jsou místa pro špízy označena a vyříznuta. Množství - 9 kusů, vzdálenost mezi nimi je 60 mm. Hloubka je vyrobena 8 mm.
- Všechny stěny jsou svařeny finálními švy.
- Skládací nohy jsou vařeny dole.
- Návrh je připraven.
Chcete-li udělat pánev na vlastní ruce, musíte se rozhodnout o designu. Bude přenosný nebo stacionární, vyrobený z žáruvzdorné oceli nebo plynové láhve. Aby pánev vydržel dlouhou dobu, je připravena požadovaná barva pro malování. S určitými dovednostmi v práci s kovem a svařovacím strojem není výroba pánevních rukou vlastními obtížemi.