

Majitelé soukromých domů nebo příměstských oblastí z první ruky vědí, jak často je nutné něco svařovat. Abychom nemuseli utrácet peníze pokaždé, když zavoláte veliteli, můžete si koupit levný svařovací stroj na stejnosměrný proud - svařovací střídač - je levný (od 5 000 do 15 000 rublů), zabírá velmi málo místa a dokonce i začátečníci se ho mohou naučit svařovat.
Co je to svařovací invertor a jak to funguje
Svařovací střídač nebo (IIST) je typ zdroje energie pro svařovací oblouk. Jeho hlavním účelem je zajistit snadné zapálení a stabilní spalování.
Abyste pochopili, jak to funguje, musíte porozumět terminologii. Co znamená invertor? Tento termín znamená, že zařízení je vybaveno elektronickou jednotkou, která převádí stejnosměrný proud na střídavý proud - a takto:
- Střídavý proud prochází usměrňovačem a ten jej následně převádí na stejných 220 voltů.
- Invertorová jednotka převádí střídavý proud na přímý, přičemž zvyšuje jeho frekvenci na 30-50 kHz.
- Vysokofrekvenční proud proudí do transformátoru a snižuje napětí, čímž se zvyšuje síla proudu, ale při vyšší frekvenci (ve srovnání s transformačními zařízeními).
- Vysokofrekvenční proud je přiváděn do sekundárního usměrňovače.
Pomozte! Díky této přeměně proudu se zvyšuje účinnost svařovacího střídače a zmenšují se rozměry transformátoru.
Základní pravidla pro invertorové svařování
Než začnete, musíte se připravit. Postupujte takto:
- Uvolněte pracovní prostor - odstraňte nepotřebné předměty, zejména hořlavé materiály a kapaliny.
- Zajistěte si normální osvětlení pro práci.
- Připravte si všechny potřebné svařovací materiály a nástroje.
- Zkontrolujte správné připojení kabelů, jejich integritu a spolehlivost připojení, což platí zejména při použití prodlužovacích kabelů.
- Odviňte a narovnejte svařovací kabely, připojte k zásuvkám střídače.
- Rozložte svařované části, zkontrolujte správnost spojů a nejlépe je upevněte ve svěráku.
Jakmile bude vše připraveno, můžete začít pracovat:
- Používejte ochranné vybavení a připravte si masku.
- Upevněte svorku se znaménkem „+“ na jeden z povrchů, které mají být svařovány.
- Vložte elektrodu do držáku.
- Zkontrolujte připojení zařízení k napájení - až do této chvíle nestiskněte tlačítko napájení.
- Zabalte předloktí kabelem - aby se kabel během svařování neotevřel (mohlo by to ovlivnit kvalitu švu).
- Zapněte napájení a vyčkejte 20 sekund. Poté bude zařízení připraveno k práci.
- Přiveďte elektrodu na místo navrhovaného švu, nasaďte obličejový štít a zapálte oblouk.
- Vytvořte svarový bazén a šev.
Na konci svařování proveďte následující:
- Sundejte ruku s držákem a přerušte vytváření elektrického oblouku.
- Vypněte zařízení a odpojte jej.
- Počkejte, až se šev vychladne, a lehkým poklepáním zkontrolujte kvalitu švu.
Dávejte pozor! Šev by v ideálním případě měl být řadou „stupnic“, které se částečně překrývají.
A také stojí za to věnovat pozornost bezpečnostním opatřením. Aby nedošlo k poškození zdraví při svařování, dodržujte následující pravidla:
- Během deště nepracujte v oblastech s vysokou vlhkostí vzduchu nebo na čerstvém vzduchu.
- Vařte v plné ochranné výbavě - oblek, boty, maska a rukavice.
- Uvolněte prostor. V blízkosti pracoviště by neměly být žádné hořlavé a výbušné materiály.
Ovládáme obloukovou mezeru
V počátečních fázích svařovacího tréninku je velmi důležité rozvinout dovednost správného vytváření obloukové mezery. Oblouková mezera je termín, který označuje malou mezeru mezi elektrodou a kovem, který je svařován.
Naučíte-li se upravovat délku oblouku, můžete zajistit vysoce kvalitní výsledek. Existují 3 typy oblouků:
- Krátký oblouk je asi 1 mm. Šev by měl být vypouklý. V místě, kde je spoj spojen s kovem, se může objevit vada (podříznutí). Jedná se o malou drážku rovnoběžnou se švem, což snižuje její pevnost.
- Normální oblouk - oblouk je považován za normální, jehož šířka nepřesahuje 3 mm.
- Dlouhý oblouk je poměrně obtížné provést a stabilizovat. Oblouk je špatně chráněn před vystavením vzduchu a atmosféře, kov se zahřívá horší a šev se ukazuje být mělký.

Vytváříme správný svarový šev a nedovolujeme vady
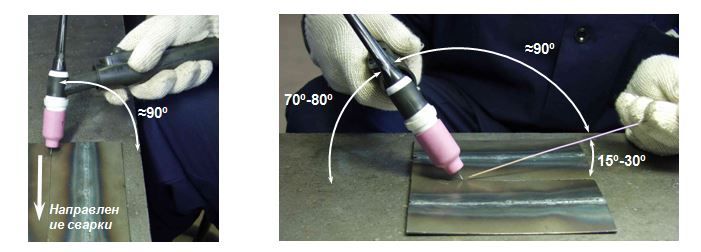
Kvalita svaru je dovednost vyvinutá se zkušenostmi. Kromě lisovacích pohybů podél svařovací hrany musí master provádět příčné pohyby - aby se zajistil vysoce kvalitní průnik. Pokud je kov tenký a jeho tloušťka nepřesahuje 4 mm, neměly by se provádět příčné pohyby. Chcete-li získat plochý šev, musíte elektrodu naklonit pod různými úhly.
- Úhel dopředu - používá se při práci s tenkými vrstvami kovu, protože šev je široký, ale malý.
- Rohový hřbet - používá se při práci s hustými kovovými vrstvami, protože materiál se zahřívá a taje hluboko. Šev je hluboký, ale úzký.
Mezi běžné vady a problémy při svařování střídačem pro začátečníky patří:
- Děrování - nastává, když není dostatek roztaveného kovu pro naplnění koupelny. Tomuto defektu lze zabránit pouze pečlivou kontrolou tloušťky vytvořené lázně.
- Neschopnost ovládat koupel - vada nastane, pokud svářeč nevědomky nakloní elektrodu příliš.
Co je přímá a obrácená polarita při svařování střídačem
V závislosti na postupu připojení existují dva typy svařování:
- Přímá polarita - elektroda je připojena k „-“ a svařovaný kov je připojen k „+“. Zóna tání je úzká, ale zároveň hluboká. Vhodné pro silný kov.
- Opačná polarita - elektroda je připojena k kladnému pólu a kov k zápornému pólu - tavicí zóna je široká a mělká. Nanáší se na tenký kov.
Jak posuv elektrody
Rychlost svařování a přívod elektrody by měly být optimální, aby se zajistil dostatečný tok roztaveného kovu do svařovací zóny. Pokud to nestačí, vytvoří se podříznutí.
Pokud spěcháte s pohybem elektrody, oblouk nebude mít čas na roztavení kovu. Šev bude mělký a nebude svařit okraje k sobě.
Pokud se naopak elektroda pohybuje příliš pomalu, existuje nebezpečí popálení povrchu a deformace tenkého kovu.
Jak aktuální síla ovlivňuje výsledek svařování
Pouze za předpokladu optimálního poměru síly proudu a rychlosti elektrody získáte čistý, odolný a mírně konvexní šev. Čím větší je proudová síla, tím hlouběji se kov roztaví a tím rychleji se elektroda pohybuje.
Aktuální síla je nastavena podle tabulky:
| Průměr elektrody v milimetrech | Tloušťka svařovaného kovu v milimetrech | Svařovací proud, A |
|---|---|---|
| 1, 6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2, 5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Závěr
Pravidelnou praxí můžete zdokonalovat svářecí schopnosti a ovládat střídač. Bude dvojnásob příjemné si uvědomit, že pro výměnu plotu, svařování oblouků nebo provádění jiných domácích svářečských prací nemusíte nazývat mistrem.